Мы продолжаем рассказ
о подготовке к соревнованиям по картингу в классе
«Союзный» 125-кубового
двигателя дорожного мотоцикла «Минск».
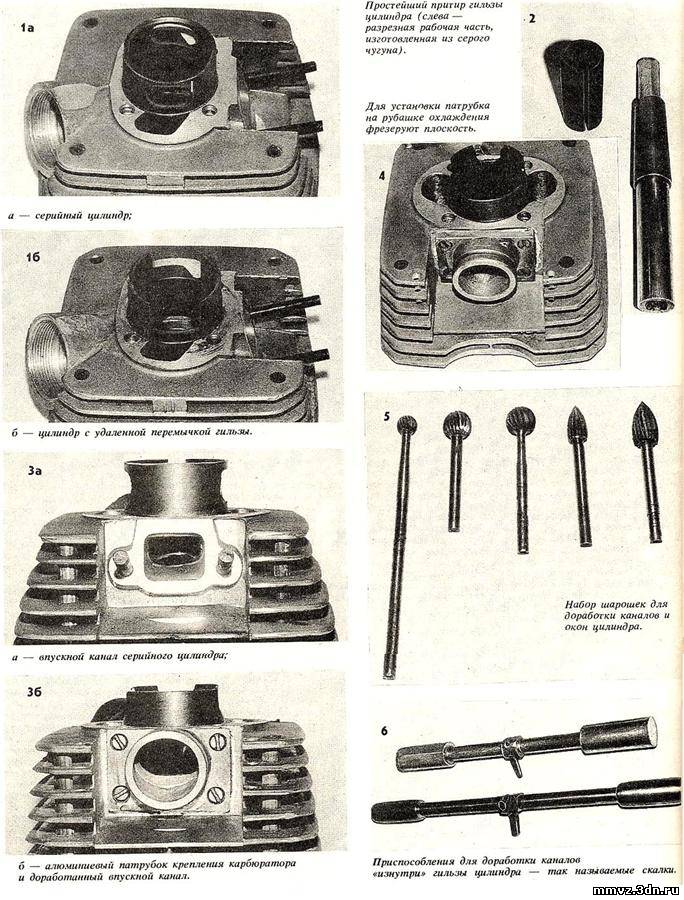
Доводку серийного цилиндра начинают с удаления перемычки в нижней части гильзы и увеличения размера перепускного окна (см. фото 1). После этой операции диаметр нижней части гильзы обычно несколько увеличивается. Поэтому внутренний размер гильзы цилиндра по всей ее длине контролируют нутромером.
Желательно, чтобы эллипсность цилиндра в верх¬ней зоне (до уровня выпускного окна) не превышала 0,02 мм. Конусность по длине цилиндра может быть несколько больше — до 0,05 мм при условии, что диаметр растет равномерно от верхней к нижней части гильзы и при правильном подборе размеров поршня.
Если размеры цилиндра не удовлетворяют приведенным выше требованиям, его «выравнивают» при помощи хонинговальной головки или разжимного притира (см. фото 2). Материал рабочей части притира — серый чугун невысокой твердости (меньше, чем твердость чугуна, из которого изготовлена гильза). Притирают на малых оборотах токарного стан¬ка — 50—80 об/мин, удерживая цилиндр от проворjта руками. При этом цилиндр необходимо постоянно передвигать вдоль инструмента, примерно так, чтобы угол на¬клона воображаемой винто¬вой линии, которую абразив оставляет на стенках гильзы, был 45—60° к ее оси.
Для притирания обычно используют не алмазную пасту (ее частицы въедаются в детали), а пасту ГОИ (состав, окрашенный зеленым цветом).
Во избежание повышенного износа цилиндр после притирания тщательно промывают. Затем, чтобы удалить въевшуюся абразивную пыль, притирают на круглой деревянной болванке или
дают поработать мотору, установив старые поршень и кольцо.
Серийный карбюратор желательно заменить специальным спортивным с диаметром диффузора 32— 34 мм. Для его установки изготовляют новый переходный патрубок. На фото 3 по¬казан отлитый из алюминия патрубок крепления карбюратора «Йиков» с диаметром диффузора 34 мм (он получил наибольшее распространение в классе «Союзный»). Внутри патрубка всасывающий канал выполнен таким образом, чтобы обеспечить наибольшее проходное сечение впускного окна. Причем нижняя кромка окна максимально опущена (см. фото 3, 4). Патрубок крепится четырьмя винтами Мб. Такая конструкция позволяет приблизить карбюратор к цилиндру.
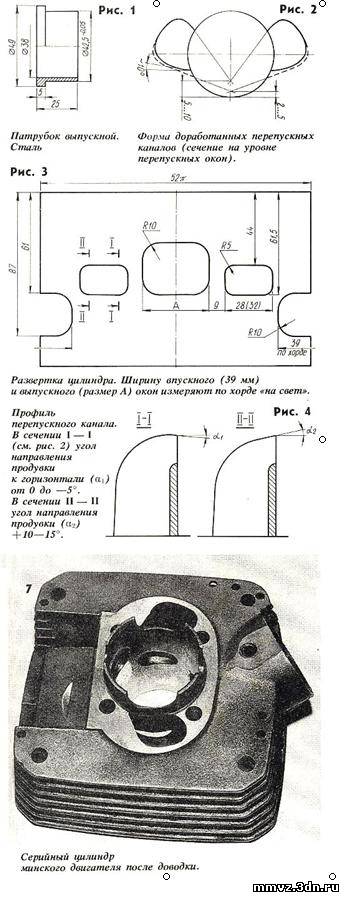
Для удобства замены выпускной трубы изготовляют и новый выпускной патрубок (см. рис. 1). Его крепят к цилиндру при помощи штатной гайки, которую растачивают под наружный диаметр патрубка. Чтобы законтрить гайку, в ней сверлят боковое отверстие, нарезают резьбу и вворачивают винт.
Для увеличения мощности двигателя каналы и окна серийного цилиндра дорабатывают. На рис. 3 представлен один из вариантов развертки цилиндра. Предлагаемые фазы газораспределения соответствуют варианту выпускных труб, о которых будет рассказано в следующих публикациях.
Разрез цилиндра по перепускным каналам дан на рис. 4. Обработку его окон удобно проводить шарошкой со сферической рабочей частью, а внутреннюю часть каналов — шарошкой более сложной формы (фото 5).
Сначала каналы пробуют доработать по варианту, показанному на рис. 2. Дело в том, что при симметричном исполнении каналов такая схема обеспечивает получение максимальной мощности. Однако при этом вероятность изготовления удачно
го цилиндра (это можно проверить при стендовых испытаниях двигателя или на тренировке) невелика. В случае не удачи цилиндр переделывают по варианту, указанному пунктиром на рис. 2.
Он обеспечивает несколько меньшую максимальную мощность, но зато с большей вероятностью удачного результата.
При доработке перепускных каналов угол направления продувки а (см. рис. 4) со стороны выпускного окна выполняют от 0 до —5°, а в передней части канала + 10-^ + 15°. То есть верхняя стенка канала на входе в цилиндр представляет собой винтовую поверхность. Более простой вариант — угол а всюду равен 0°.
Для контроля углов при обработке каналов используют скалку (см. фото 6). В качестве рабочего инструмента в ней применяют кусочки напильника круглого или квадратного профиля. Скалка помогает правильно выполнять углы и сделать каналы более симметричными.
Выпускное окно обрабатывают шарошкой для увеличения его проходного сечения. Ширина окна — размер А (см. рис. 3) ограничивается жесткостью поршневого кольца. При мягком кольце размер А, измеренный по хорде (на свет), может достигать 36 мм. При жестком — не более 34 мм. В противном случае кольцо начинает «рубить» выпускное окно при работе мотора.
После доработки цилиндра на окнах снимают фаски 0,3—0,5 мм шарошкой или надфилем.
Работу по широким кана¬лам может выдержать либо стальное поршневое кольцо, либо изготовленное из специального чугуна с покрытием из твердого хрома. В спортивных моторах при¬меняют обычно поршень с одним кольцом высотой 0,8— 1,2 мм. Поэтому поршень серийного минского двигателя, выполненный под высокие чугунные кольца, не подходит. Вдобавок он не выдерживает тепловых и инерционных нагрузок форсированного мотора.
Ныне многие предприятия наладили мелкосерийный вы¬пуск спортивных поршней из сплавов с низким коэффициентом теплового расширения, изготовленных методом изотермической штамповки или литья с последующим старением заготовки.
Поршень имеет весьма сложную форму рабочей поверхности, которая определяется конструкцией и свойствами материала. Условно ее можно разделить на цилиндрическую часть —она центрирует его в цилиндре — и коническую (величина конуса определяется разницей рабочих температур в разных частях поршня по высоте, коэффициентом теплового расширения и составляет 0,18—0,24 мм). В зоне бобышек у поршня занижен наружный диаметр, то есть его поперечное сечение по оси пальца имеет форму эллипса.
Оптимальный зазор между стенкой цилиндра и поршнем зависит от многих факторов и составляет 0,05— 0,1 мм. Лучше постоянно использовать поршни одного и того же изготовителя, что позволяет уточнить геометрические параметры и оптимальный зазор применительно к конкретному двигателю, режиму его работы (конфигурации трассы) и стилю езды. При подготовке дорожного двигателя (у него «длинный» шатун — 125 мм) желательно применить поршень со смещенным на 3 мм вверхпальцем для повышения степени сжатия в картере и,соответственно, мощности двигателя (см. АМС,1993,№ 1). Его высоту со стороны всасывающего окна окончательно подбирают экспериментально, так как фаза всасывания определяется не только размером и расположением впускного окна, но и длиной перекрывающей его юбки поршня. В зависимости от типа трассы, уровня мастерства гонщика, диаметра диффузора карбюратора, выпускной системы высота поршня форсированного минского двигателя состав¬ляет 56—61 мм.
При установке на поршень кольца его вращают в канавке, проверяя отсутствие заеданий. Высота канавки должна обеспечивать зазор 0,02—0,04 мм. А глубина быть такой, чтобы по всей окружности кольцо утопало в канавке не менее чем на 0,2 мм. Между торцами кольца по его разрезу и стопорным штифтом должен существовать зазор как в радиальном, так и в боковом направлениях. Иными словами, при работе мотора боковая нагрузка на стенку цилиндра должна передеваться поршнем, а не кольцом.
А. СИСЮКИН, мастер спорта