Мы продолжаем рассказ о подготовке к соревнова-ниям по картингу в классе «Союзный» 125-кубового дви¬гателя дорожного мотоцикла «Минск» (начало см. в № 5 1992 г., продолжение — в № 1 1993 г.).
Прежде чем приступить к сборке коленчатого вала, необходимо тщательно про¬контролировать имеющиеся детали.
У цапф коленвала не должны быть замяты отвер-стия центров. Коренные подшипники должны плотно сидеть на полуосях, но на¬деваться на них усилием ру¬ки — такая посадка (практи¬чески без натяга) обеспечи¬вает самоцентровку вала в осевом направлении и облегчает сборку-разборку мотора.
Разница диаметров отвер
стий под запрессовку пальца
в правой и левой щеке не должна превышать 0,02 мм
(в противном случае потребуется ступенчатый палец),
а их эллипсность и конусность — 0,01 мм. Диаметр
пальца подбирается так, чтобы при запрессовке обеспе
чивался натяг 0,08±0'01 мм.
В случае применения самодельного пальца, как пра
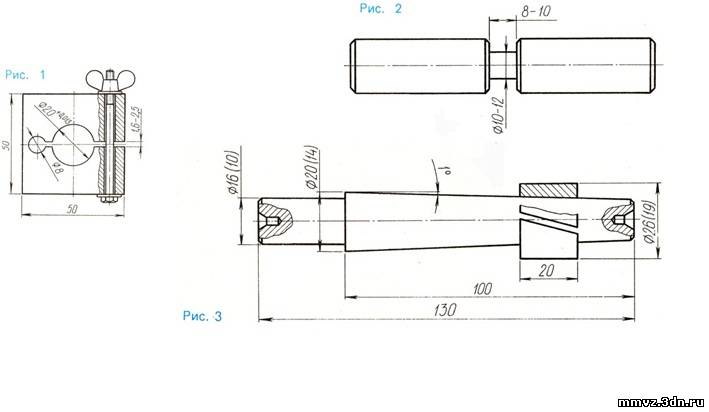
вило, требуется его доводка. Обычно ее проводят на
токарном станке при помощи притира (рис. 1) и
алмазной пасты до зеркального блеска. Эту операцию
проделывают на малых
оборотах станка — 80—120 об/мин с небольшим прижимным усилием (от про-ворота притир удерживают руками). Притирают палец равномерно по всей поверх¬ности, периодически прове¬ряя микрометром конусность (не более 0,002 мм).
Притир пальца нижней
головки шатуна,
изготовленный из чугунной пластины
толщиной 10—14 мм.
Для удобства самодельные пальцы изготовляют по¬парно (рис. 2) и притирают каждый из них поочередно, зажимая другой в патроне станка. После доводки пе-ремычку разрезают вулкани-товым кругом. Длину пальца рассчитывают так, чтобы при запрессовке он служил упо¬ром для пресса и автома¬тически обеспечивал осевой зазор в подшипнике 0,2— 0,3 мм. Иными словами, она равна толщине правой и ле¬вой щеки, двух шайб, шатуна плюс 0,2—0,3 мм.
Комплект иголок подшип¬ника нижней головки шатуна (от двигателя «ЧеЗет-125») подбирают так, чтобы разни¬ца их диаметров не пре¬вышала 0,002 мм. Толщину иголок измеряют рычажным микрометром. Если сепара¬тор комплектуют отечествен-ными иголками — предпочти¬тельнее из стали ШХ, а не У8.
Доводки требует обычно и рабочая поверхность ниж¬ней головки самодельного шатуна, чтобы устранить эл¬липсность, конусность и дру¬гие возможные отклонения, возникающие при шлифовке, и получить необходимую чистоту поверхности. Разме¬ры простейшего притира в
Сдвоенные пальцы нижней головки шатуна.
Простейший притир отверстий подшипников шатуна. В скобках указаны размеры притира для отверстия верхней головки. виде стального конуса с на-детым на него цилиндри-ческим разрезным чугунным кольцом приведены на рис. 3.
Ввиду сложности непо-средственного измерения ра¬диального зазора в шатун¬ном подшипнике его конт¬ролируют косвенно. Палец в сборе с подшипником по торцам зажимают в тисках и определяют свободный ход верхней головки шатуна, по¬качивая ее в плоскости, пер¬пендикулярной плоскости вращения коленвала. Вели¬чина этого хода должна быть в пределах 1,0—1,2 мм. Та-кой периодический контроль необходим и во время экс¬плуатации двигателя. Мотор лучше перебрать, не дожи¬даясь поломки, если свобод¬ный ход достигает 1,6— 1,7 мм.
Отверстие верхней голов¬ки шатуна не требует столь тщательной доводки. Здесь устраивает обычно чистота обработки, полученная на шлифовальном станке, а вме¬сто подшипника от «ЧеЗета» можно использовать насып¬ные иголки без сепаратора. Радиальный зазор в том и другом случае — от 0 до 0,05 мм. Подробнее о сборке этого узла будет рассказано в следующих публикациях. После контроля и необхо¬димой доводки все детали коленвала промывают в ке-росине или бензине, тща-тельно протирая чистой тряп¬кой поверхности, которые притирались с алмазной па¬стой. Затем моют еще раз с мылом и протирают насухо.
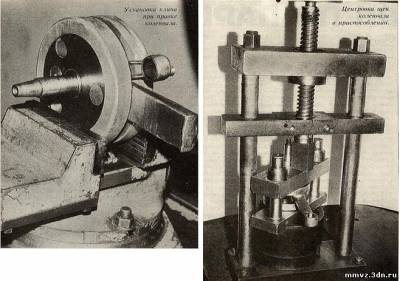
Для запрессовки вала наи¬более удобен ручной винто¬вой пресс с усилием 7— 10 т. Можно использовать большие станочные тиски при условии, если тисочный винт расположен на уровне губок (чтобы во избежание пере¬косов ось винта была как можно ближе к оси шатунного пальца).
Фаски на пальце и отверстиях щек скругляют, а в качестве смазки используют масла, сохраняющие пленку при высоких удельных давлениях: гипоидное трансмиссионное, ТАД и др.
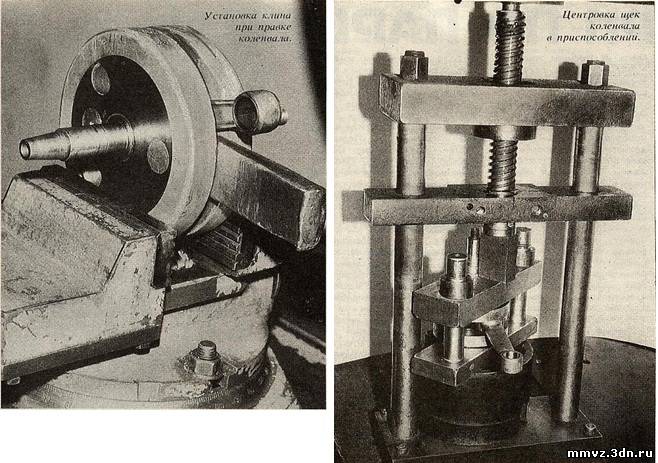
Порядок сборки коленва-ла таков. В одну из щек за-прессовывают палец. На пальце собирают подшипник (се¬паратор смазывают «Лито-лом», чтобы не выпадали иголки) и устанавливают шатун.
Другую щеку перед на-прессовкой на палец центру¬ют (уже в тисках или прес¬се), прикладывая одновре¬менно к обеим щекам по окружности плоскую пласти¬ну. Прессуют сначала при-мерно наполовину. Затем вал снимают с пресса, вновь проверяют взаиморасполо¬жение щек и при необхо¬димости правят. После окон¬чательной сборки контролируют осевой и радиальный зазоры подшипника.
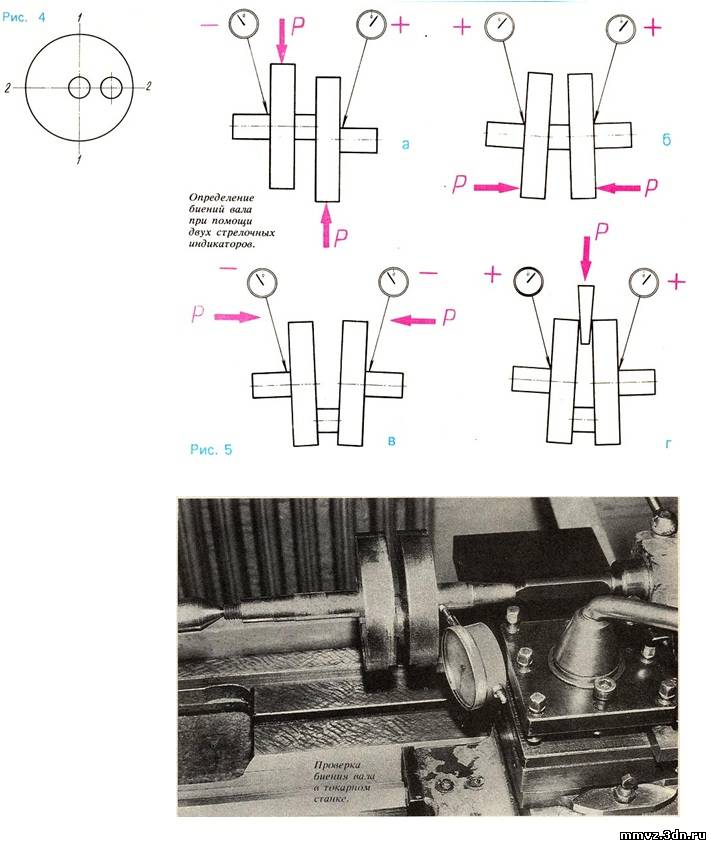
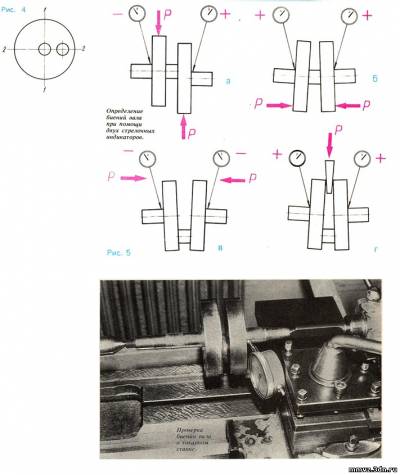
Далее вал устанавливают в невращающиеся (!) центры и проверяют биение щек. Для этого к посадочным ме¬стам коренных подшипников левой и правой цапф (как можно ближе к щекам) под-водят стрелочные индикато¬ры. Контроль проводят обыч¬но по двум воображаемым плоскостям (рис. 4): 2—2 — она проходит одновременно через ось кривошипа и пальца, и 1—1, перпенди-кулярную ей.
Установив вал в той или иной проверочной плоскости, его поворачивают в центрах на 180° и наблюдают за пе-ремещением стрелки инди-катора: «-)-» или «—».
При проверке биения мо¬гут возникнуть следующие ситуации и их сочетания (рис. 5): а — необходимо провернуть вокруг пальца од¬ну из щек относительно дру¬гой ударами медного мо-лотка (разумеется, вал для правки снимают с центров); б — нужно добиться парал-лельности щек, сжав их в ти¬сках с нужной стороны. В обо¬их случаях (а и б) перед рих¬товкой между щеками вала со стороны, противополож¬ной пальцу, с небольшим уси¬лием вставляют клин (рис. 6, 7); в — щеки вала сжимают в тисках; г — щеки разводят, вбивая клин.
При отсутствии необходи¬мых приспособлений биение вала можно проконтроли-ровать и одним индикато¬ром. Для этого вал уста¬навливают в центры токарно¬го станка (невращающиеся), а индикатор зажимают в рез-цедержателе (рис. 8). Выбрав плоскость проверки (1—1 или 2—2), измеряют биение од¬ной из щек. Против точки замера на этой щеке каран¬дашом отмечают показания индикатора: «-J-» или «—». Затем вал снимают с центров и переставляют, чтобы этим же индикатором проверить
другую щеку (разумеется, в той же проверочной плоско¬сти, что и первую).
После рихтовки биение, замеренное при полном обо¬роте коленвала, не должно превышать 0,02 мм. Для ма¬лофорсированных двигателей, развивающих до 10000 об/мин, оно может быть больше—0,03—0,04 мм, а при
оборотах свыше 11 000 об/мин желательна более высокая точность сбор¬ки (биение 0,01—0,015 мм). Кстати, значительно упрощает сборку вала приспо¬собление (рис. 9), обеспе¬чивающее точную центровку его щек при запрессовке. А. СИСЮКИН
Продолжение — в № 4 АМС 1993 года.
 |